

Advanced Coolroom Panel Technology
- Insulated: Providing superior thermal insulation to maintain consistent temperatures.
- Lightweight: Facilitating easier handling and installation without compromising structural integrity.
- Strong and Durable: Offering high strength-to-weight ratios, making them suitable for various applications.
- Hygienic: Resistant to mould, bacteria, and vermin, ensuring compliance with health and safety standards.
- Easily Mounted and Demountable: Allowing for straightforward assembly and disassembly, which is particularly beneficial for businesses requiring flexible storage solutions.
General Properties of Burton Panels
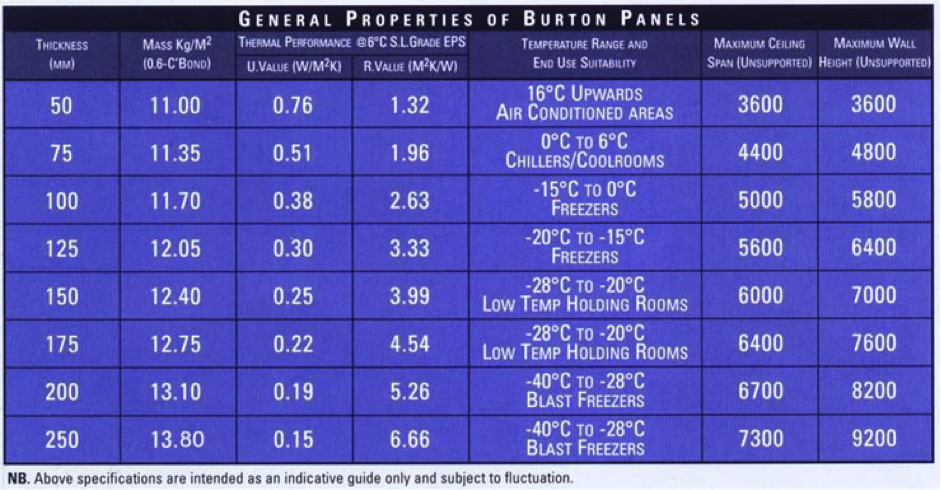
These panels are manufactured to meet Australian Standard 1366, Part 3-1992, ensuring they contain no fluorocarbons and adhere to environmental guidelines.
Ensure your coolroom meets industry standards with our certified compliance certificate guarantee.
Cool Room Panels
We have six different sizes of cool room panels:



Customization and Versatility
Additionally, a variety of surface finishes and colours are available, allowing businesses to select options that align with their operational needs and aesthetic preferences. This versatility extends to the choice of panel linings and trims, ensuring seamless integration into existing facilities or new constructions.

Environmental Considerations
- Non-Toxicity: EPS contains no fluorocarbons, making it a safer choice for the environment.
- Recyclability: EPS is recyclable, contributing to reduced waste and resource conservation.
- Energy Efficiency: The superior insulation properties of EPS panels lead to significant energy savings in temperature-controlled environments.
By choosing EPS-insulated coolroom panels, businesses not only enhance their operational efficiency but also contribute to broader environmental sustainability goals.
Applications in Various Industries
- Food and Beverage: Ensuring the freshness and safety of perishable goods in supermarkets, restaurants, and cafes.
- Pharmaceuticals: Maintaining the integrity of temperature-sensitive medications and vaccines.
- Agriculture: Providing controlled environments for the storage of produce, extending shelf life, and reducing waste.
- Manufacturing: Creating clean rooms and temperature-controlled spaces essential for certain production processes.
- Logistics: Equipping transport vehicles with insulated panels to preserve goods during transit.
The adaptability of coolroom panels makes them indispensable in any sector requiring precise temperature management.

Installation and Maintenance
Maintenance is minimal, as the hygienic surfaces resist contamination and are easy to clean. The durability of the materials ensures longevity, reducing the frequency of replacements and associated costs.
Give us a call for a quote now
Future Trends in Coolroom Technology
- Smart Monitoring Systems: Integrating IoT devices to monitor temperature, humidity, and energy consumption in real-time.
- Advanced Insulation Materials: Research into new materials that offer superior insulation with reduced environmental impact.
- Modular Designs: Developing modular coolroom systems that can be easily expanded or reconfigured to meet changing business needs.
By staying abreast of these trends, businesses can leverage the latest technologies to optimize their operations and maintain a competitive edge.
In conclusion, the technology underpinning coolrooms and coolroom panels is integral to the efficiency and effectiveness of temperature-controlled environments. Advancements in materials, design, and sustainability continue to drive the industry forward, offering businesses in Melbourne and beyond robust solutions tailored to their specific needs.